
Китай: активные компенсаторы на заводах — тренд?
2026-03-04
Вот тема, которую часто обсуждают с коллегами на выставках вроде ?ЭлектроТех? — все говорят про ?активные компенсаторы? как про панацею для сетей китайских заводов. Но когда начинаешь копать вглубь, понимаешь, что за этим модным словом часто скрывается полное непонимание, с какими именно гармониками и просадками напряжения приходится реально бороться на производстве. Многие просто гонятся за ?трендом?, не оценив базовую схему электроснабжения цеха. Я сам лет десять назад попадался на эту удочку, пытаясь впихнуть активный компенсатор туда, где хватило бы и грамотно подобранных конденсаторных батарей. Результат — перегретые трансформаторы и недовольный главный энергетик. Так что да, тренд есть, но слепое следование ему — верный путь к лишним тратам и новым проблемам.
От моды к необходимости: где действительно нужен APF или SVG
Итак, откуда вообще пошла эта волна? С моей точки зрения, всё началось с массового перехода на частотные приводы и дуговые печи. Помню один металлопрокатный цех в Шэньяне — там после установки десятков новых приводов коэффициент мощности упал ниже 0.7, а в сети плавали гармоники 5-го и 7-го порядка такой величины, что срабатывала защита на соседней линии. Пассивные фильтры не справлялись, потому что нагрузка постоянно менялась. Вот тут и пришла очередь для APF (Active Power Filter). Мы тогда ставили систему на 400А, и это был один из первых наших реальных кейсов, где активная компенсация оказалась не прихотью, а строгой необходимостью для продолжения работы.
Другой классический случай — заводы с большим количеством сварочных роботов или прессов. Кратковременные, но мощные броски реактивной мощности. Тут уже история не столько про гармоники, сколько про стабильность напряжения. SVG (Static Var Generator) оказывается идеальным решением, потому что он может реагировать за миллисекунды. На одном из автокомпонентных производств под Чанчунем мы как раз внедряли SVG, чтобы убрать просадки, из-за которых сбоили лазерные резаки. Без него технологи просто не могли выйти на плановые показатели по точности.
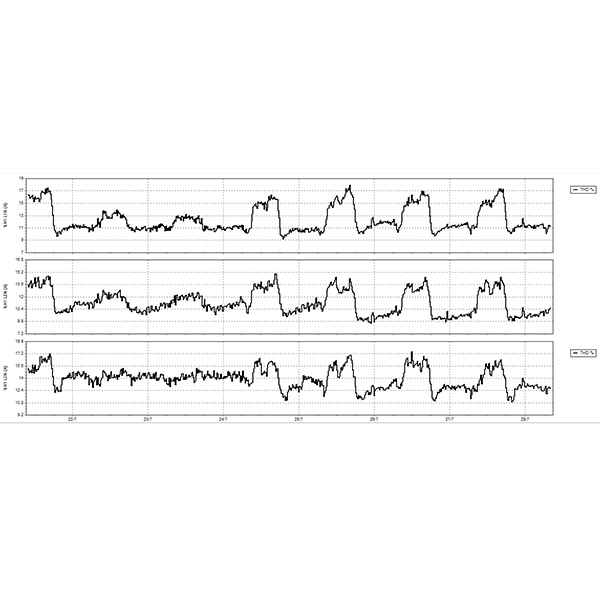
Но вот что важно — перед тем как рекомендовать активный компенсатор, мы всегда делаем детальный аудит в течение хотя бы недели. Замеряем всё: THDi, THDu, пики реактивной мощности, графики нагрузки. Без этого любое решение — стрельба из пушки по воробьям. Часто бывает, что 80% проблем решается банальной перекоммутацией нагрузок или установкой ступенчатого компенсатора реактивной мощности (той самой APFC). И только оставшиеся 20% случаев — это поле для APF или SVG.
Подводные камни внедрения: что не пишут в рекламных буклетах
Допустим, необходимость доказана, бюджет выделен. Самое интересное начинается на этапе внедрения. Первый камень — это место установки. Теоретически, активный компенсатор нужно ставить как можно ближе к источнику помех. На практике в цеху может просто не быть места рядом с теми же частотными приводами. Приходится тянуть шины, что увеличивает потери и стоимость. Один раз мы пошли на поводу у заказчика и поставили шкаф в 15 метрах от проблемной линии — эффективность упала почти на 30%.
Второй момент — настройка. Современные компенсаторы умные, но их алгоритмы нужно ?обучать? под конкретную сеть. Если не уделить этому достаточно времени, система будет работать неоптимально, гоняясь за каждым мелким всплеском и изнашивая IGBT-модули. У нас был печальный опыт на текстильной фабрике, где инженеры с завода-изготовителя провели настройку ?по шаблону? за один день. Аппарат работал, но через полгода вышел из строя ключевой модуль из-за перегрева. Пришлось перепрограммировать всю логику отклика, делая акцент на основных, а не на всех гармониках.
И третий, самый прозаичный камень — обслуживание. Фильтр стоит, всё работает. Но в цеху пыльно, жарко, вибрация. Система охлаждения забивается, контакты окисляются. Без регулярного (хотя бы раз в квартал) техобслуживания дорогой активный компенсатор протянет немногим дольше обычного щита управления. Мы всегда настаиваем на включении годового сервисного контракта в сделку, но многие клиенты, пытаясь сэкономить, отказываются, а потом удивляются внезапным поломкам.
Кейс: неочевидное применение на пищевом производстве
Хочу привести пример, который не укладывается в стандартные схемы. Это крупный холодильный комплекс в пригороде Тяньцзиня. Основные нагрузки — компрессоры, вентиляторы, системы освещения. Казалось бы, классика для конденсаторных установок. Но при детальном анализе выяснилось, что из-за специфики работы логистических линий (периодические включения мощных транспортеров) и частых пусков компрессоров в сети возникали несимметричные токи, с которыми пассивная компенсация не справлялась.
Мы предложили гибридное решение: основную базовую реактивную мощность закрыли ступенчатой APFC, а для компенсации несимметрии и быстрых бросков добавили компактный SVG малой мощности. Это оказалось дешевле, чем ставить один мощный активный компенсатор на всю подстанцию, и в разы эффективнее чисто пассивной схемы. Энергетики завода сначала скептически отнеслись к ?усложнению системы?, но через месяц по показателям качества электроэнергии и снижению счетов стали нашими главными сторонниками.
Этот кейс хорошо показывает, что тренд — это не про то, чтобы везде ставить самое дорогое и сложное. Это про умный анализ и точечное применение технологий там, где они дадут максимальный экономический и технологический эффект. Иногда правильный ответ — это микс из разных решений.
Роль производителя: почему важна не только цена, но и ?железо?
На рынке сейчас много игроков, от гигантов вроде Siemens или ABB до сотен локальных китайских производителей. Выбор огромен. На основе нашего опыта сотрудничества с разными поставщиками, могу сказать, что ключевое отличие часто кроется в элементной базе. Тот же IGBT-модуль или дроссель — сердце любого активного компенсатора. Экономия на них выходит боком.
Мы несколько лет работаем, например, с продукцией ООО Аньхой Чжундянь Электрик (их сайт — https://www.zddq.ru). Они не самые раскрученные, но как производитель, основанный ещё в 2001 году и имеющий собственный технологический парк в Бэнбу, они контролируют процесс от платы до корпуса. В своё время мы выбрали их для одного сложного проекта именно из-за возможности кастомизации алгоритмов под наши задачи и использования качественных компонентов от известных брендов в силовой части. Их основные продукты — APF, SVG, APFC — как раз покрывают весь спектр задач по компенсации.
При этом у них же мы видели и неудачные эксперименты — попытку выпустить сверхкомпактный универсальный компенсатор лет пять назад. Аппарат был хорош на бумаге, но на практике плохо справлялся с перегревом в плотной компоновке. Важно, что они этот опыт не скрывали, а использовали, чтобы доработать следующую линейку. Для инженера такая открытость и эволюция продукта значат больше, чем глянцевый каталог.
Будущее тренда: интеграция, данные и предиктивная аналитика
Куда всё движется? Мне кажется, следующий шаг — это уход от isolated solutions. Активный компенсатор перестанет быть просто ?черным ящиком?, который чистит сеть. Он станет источником данных. Показатели качества электроэнергии, которые он непрерывно снимает, — это золотая жила для анализа состояния всего оборудования цеха.
Мы уже тестируем на одном из наших пилотных объектов интеграцию системы APF с общей платформой IoT завода. Компенсатор не только выполняет свою прямую функцию, но и предупреждает, например, о возрастающих гармониках от конкретного станка, что может сигнализировать о скором выходе из строя его привода. Это переход от компенсации к предиктивному обслуживанию.
Второе направление — это гибкие гибридные системы, которые автоматически перераспределяют задачи между активной и пассивной частью в зависимости от времени суток, режима работы производства и тарифа на электроэнергию. Это уже уровень серьезной экономии. Так что тренд на активную компенсацию не просто сохранится, он трансформируется. Из модного ?гаджета? для отчета об энергоэффективности он превратится в интеллектуальный узел цифровой энергосистемы предприятия. Но фундамент, как и раньше, — это грамотный первичный анализ и понимание физики процессов в конкретной сети. Без этого любой, даже самый продвинутый компенсатор, — просто бесполезная трата денег.